



354.~356. ホイールハウスの腐食している部分は、
サイドメンバーの鈑金時に切り取り済みです。
ヒンジピラー部は根元の部分が腐食で穴が開いているので
インナーパネルを残しアウターパネルのみ切り取ります。



357.~359. 次にヒンジピラーパネルのスポット熔接部を削り取りバラし、
アウターパネルを切り取った部分に削り合わせます。
1303のピラーは、トーションバータイプのピラーと若干コーナーのRやプレスが違うので、
折り直してプレスを合わせます。


360.361. 続いて、ホイールハウスの切り取り部に合わせパネルを切り出し、熔接口を削り合わせます。
熔接後では処理出来なくなってしまう部分にPOR-15を塗り、ホイールハウス側から熔接をします。
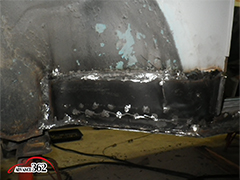
362. 最後に熔接跡を削りハンマーリングをして、26日の作業は終了です。



363.~368. 27日の作業は、左ヒンジピラーパネルの熔接から行います。
半自動熔接機で仮付けした後、本熔接して熔接跡を削り均します。






369.~371. 左Rrクォーターパネル下側の錆穴部も切り取り、
ボンデ鋼板を使いパネルを作り熔接した後、熔接跡をサンダーで削り均します。



372.373. 最後にFrホイールハウスとRrクォーターパネルの熔接した部分に
アルミパテを塗り付け、27日の作業は終了です。
374.375. 28日の作業は、ホイールハウスなど鈑金の続きです。
先ずは、アルミパテを粗研ぎしてポリパテを塗ります。



376. ピラー、クォーターパネルもポリパテまで作業を進めます。
377.~379. 次に、サイドメンバー底板熔接時に下に溶け出た熔接跡を削り、
続いて不揃いの縁を削り整え、最後にハンマーリングして均します。



380. 29日の作業は、パテ処理の続きです。
先ずはFrホイールハウス内のポリパテを研ぎます。



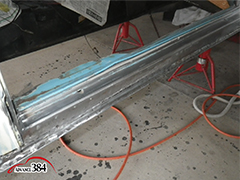
381.~384. 続いて、ピラー、Rrクォーターパネルのポリパテを研ぎ、
合わせてサイドメンバーの足付け処理をします。


385.~388. 次に、要所にPOR-15を塗り指触乾燥を待ちます。



389.~391. 指触乾燥待ちの間にフロアーパネルの熔接準備をして、
フランヂツールで熔接用の穴を開けます。



392.~395. 右側ピラーパネルの補修の為、新しいピラーパネルのバラシ、
アウターパネルをボディー側のピラーに合わせ形成し直します。






396.~401. 最後に、左サイドメンバー周辺にサフェを吹き付け、29日の作業は終了です。


